Summary: Safety is of paramount importance in warehouse and industrial environments. One of the key tools for preventing accidents and promoting safety is the forklift blue light. This specialized lighting system reduces the risk of accidents by increasing visibility and alerting pedestrians and other workers to forklifts. In this article, we will explore various aspects of forklift safety, OSHA regulations, the role of forklift blue lights, and practical tips for installation and maintenance.
Table of Contents
1. Forklift Safety
1.1 Common Forklift Accidents
Forklifts are essential in warehouses, but they also pose risks. Some common accidents include:
- Collisions with pedestrians: These often occur in areas with poor visibility or at blind corners.
- Collisions with other vehicles or objects: Forklifts can inadvertently strike equipment, racking, or other machinery, causing significant damage.
- Tip-overs: Imbalanced loads or high-speed turns can cause forklifts to tip over, leading to injuries or fatalities.
A key factor in preventing these accidents is visibility. Enhancing visibility through safety measures like forklift blue lights can significantly reduce the risk of accidents. According to safety data, thousands of injuries each year are linked to forklift mishaps, making safety features essential.
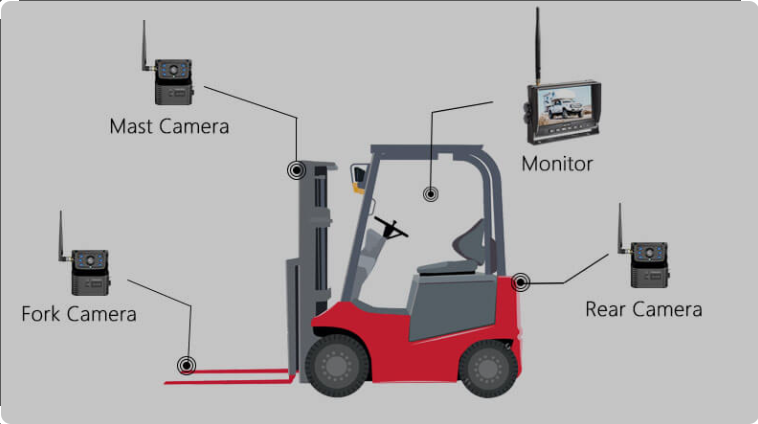
1.2 Overview of Forklift Safety Features
To mitigate these risks, forklifts are equipped with several safety features, including:
- Backup alarms to alert workers when the vehicle is in reverse.
- Strobe lights to increase visibility in dark or busy environments.
- Seat belts and stability controls to reduce the risk of tip-overs.
- Forklift blue lights, which project a beam of light ahead or behind the vehicle to alert others to its presence.
2. OSHA Regulations on Forklifts
The Occupational Safety and Health Administration (OSHA) sets forth strict guidelines for forklift operation, including:
- Operator training and certification: All forklift operators must undergo proper training and certification to operate the vehicle safely.
- Regular equipment inspections: Forklifts must be inspected regularly to ensure they are in good working order.
- Lighting and visibility standards: OSHA recommends using additional lighting systems, such as forklift blue lights, to improve visibility in low-light areas.
Failure to comply with OSHA guidelines can lead to severe consequences, including hefty fines, increased insurance premiums, and a higher risk of accidents.
3. Understanding Forklift Blue Lights

3.1 What Is a Forklift Blue Light?
A forklift blue light is a safety device designed to project a bright blue spot of light on the ground in front of or behind the forklift. This light serves as an early warning system for pedestrians and other vehicles, alerting them to the presence of the forklift before it arrives.
These lights are particularly useful in busy environments such as warehouses, factories, and loading docks, where visibility is often limited by obstacles, machinery, or lighting conditions.
3.2 Forklift Blue Light Projection Coverage
Typically, a forklift blue light projects a beam with a range of 16 to 24 feet. This range ensures that pedestrians and other forklift operators have enough time to see the vehicle and react accordingly.
Factors such as ambient lighting and floor conditions can affect the visibility of the blue light, so it’s important to consider these when determining the effectiveness of the light in your specific work environment.
3.3 OSHA Regulations on Forklift Blue Lights
While OSHA does not mandate the use of blue lights specifically, it does emphasize the importance of visibility in forklift operations. Many businesses opt for blue lights as part of their safety protocol to meet OSHA’s general guidelines for hazard control and prevention.
Additionally, some lights meet CE specifications, indicating compliance with international safety standards.
4. The Benefits of Forklift Blue Lights
4.1 Enhanced Visibility
One of the primary benefits of forklift blue lights is the enhanced visibility they provide in low-light or blind corner situations. By projecting a bright, noticeable light on the ground, workers are more likely to see an approaching forklift, reducing the chance of accidents.
This increase in visibility also boosts worker confidence, knowing they have an additional safety measure in place.
4.2 Accident Prevention
Forklift blue lights contribute directly to accident prevention. Case studies show that workplaces that incorporate blue lights have seen a decrease in forklift-related accidents, particularly in high-traffic areas.
By taking a proactive approach to safety, these lights help prevent injuries before they happen, making them an essential part of any safety toolkit.
4.3 Cost-Effectiveness
Investing in forklift blue lights is not only a safety measure but also a cost-effective solution. The upfront cost of installing these lights is minimal compared to the potential costs of workplace accidents, which can include medical expenses, legal fees, and lost productivity.
Moreover, the long lifespan of LED blue lights means businesses can save on maintenance and replacement costs over time.
5. Installation Tips for Forklift Blue Safety Lights
5.1 Step-by-Step Process
Installing forklift blue lights is a straightforward process. Here’s a step-by-step guide:
- Identify the mounting location: Choose a position where the light will project effectively on the ground.
- Secure the light fixture: Use bolts and brackets to secure the light to the forklift.
- Wire the light: Connect the light to the forklift’s electrical system according to the manufacturer’s instructions.
- Test the light: Once installed, test the light to ensure it’s working and aligned properly.
5.2 Tools and Equipment Needed
Installation typically requires basic tools such as:
- Wrenches and screwdrivers
- Wire strippers
- Mounting brackets and screws No specialized equipment is needed, making it a simple and cost-effective safety upgrade.
5.3 Common Mistakes to Avoid
Avoid the following mistakes during installation:
- Improper positioning: Make sure the light is mounted at the right height and angle to maximize visibility.
- Loose wiring: Double-check all electrical connections to avoid malfunctions.
- Skipping tests: Always test the light after installation to ensure it’s functioning properly.
6. Maintenance and Care for Forklift Blue Lights
6.1 Regular Cleaning
Dirt and debris can reduce the effectiveness of forklift blue lights, so regular cleaning is essential. Use a soft cloth and mild cleaner to wipe down the light housing and lens, ensuring optimal visibility.
6.2 Inspection Schedule
Implement a routine inspection schedule to check for wear and tear. Look for signs of damage or decreased brightness, and replace bulbs or fixtures as needed.
6.3 Troubleshooting Issues
Common issues include flickering or dim lights. If this occurs, check the wiring and connections. Address any issues promptly to maintain a safe work environment.
7. Leading forklift blue light manufacturers
Xinruilai Company has been deeply involved in the field of forklift lights for more than 20 years. As a leading forklift light manufacturer in China, here you can find the most satisfactory forklift blue light, and provide sincere service and one-year warranty.


7.1 Cast aluminum alloy shell to ensure durability:
The forklift blue light adopts aluminum alloy die-cast back shell and stainless steel iron bracket. These materials not only provide solid support, but also increase the durability of the product.
7.2 PC mask and double-layer insulated silicone rubber wire
The application of PC mask and double-layer insulated silicone rubber wire allows the forklift blue light to maintain a stable working state even in harsh industrial environments.
7.3 With IP67/CE and other certificates
Our products have passed a number of strict quality certifications, including IP67 waterproof and dustproof rating and CE certification. This series of certifications ensures the high quality and reliability of our products. The IP67 protection rating means that the product can work for a long time underwater at a certain depth without damage, and can effectively prevent dust intrusion. In addition, the CE certification shows that our products meet the strict requirements of the European market for health, safety and environmental protection, providing users with a more reassuring use experience.
7.4 One-year warranty
We know that even the shortest downtime (especially caused by equipment failure) can cause significant damage to your revenue. That’s why we provide a one-year warranty to ensure the quality and stability of our products. In addition, we also provide full support from product selection to installation and subsequent maintenance to ensure that you have no worries.
-1024x683.jpg)